INFO@GRIKALIP.COM.TR - GET A QUOTE FOR YOUR PROJECTS BY CONTACTING US - INFO@GRIKALIP.COM.TR
How Is a Plastic Injection Mold Made?
Plastic injection molds are manufactured through product design, engineering analysis, CNC machining, EDM operations, and precision assembly processes. In this article, we examine the entire mold manufacturing process step by step, from the concept stage to mass production.
6/29/20268 min read
How Is a Plastic Injection Mold Made?
Meta Title: How Is a Plastic Injection Mold Made? | Gri Kalıp
Meta Description: Explore the plastic injection mold manufacturing process step by step, from design and CNC machining to trial production and mass production preparation.
URL Slug: how-is-a-plastic-injection-mold-made
Blog Card Short Description: Plastic injection molds are manufactured through product design, engineering analysis, CNC machining, EDM operations, and precision assembly processes. In this article, we examine the entire mold manufacturing process step by step, from the concept stage to mass production.
What Is Plastic Injection Mold Manufacturing?
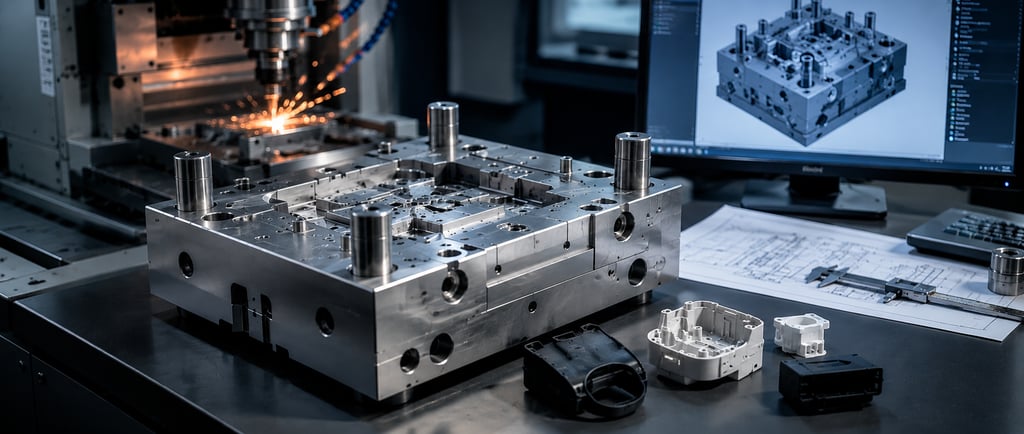
A plastic injection mold is a specialized production tool that enables plastic raw material to be melted at a specific temperature, injected into the mold cavity under high pressure, and cooled into the desired product form. Many plastic products used in daily life are manufactured through the plastic injection molding method, from automotive parts and home appliance components to medical products, packaging parts, electrical and electronic equipment, and cosmetic display components.
In order for a plastic part to be produced with high quality, dimensional accuracy, durability, and suitability for mass production, mold design and mold manufacturing are extremely important. An injection mold is not simply a metal production tool. It is an engineering system that directly determines the geometry, surface quality, production speed, cost, and long-term quality standard of the product.
For this reason, plastic injection mold manufacturing consists of many stages, including product design, technical analysis, material selection, mold design, CNC machining, EDM operations, grinding, assembly, trial production, and preparation for mass production.
1. Product Design and Technical Requirement Analysis
The first stage of plastic injection mold manufacturing is the detailed analysis of the plastic part to be produced. At this stage, not only the external appearance of the product is evaluated, but also its intended use, mechanical strength requirements, assembly conditions, tolerance expectations, surface quality, and production quantity.
For example, a plastic part used in the automotive industry and a display product used in the cosmetics industry do not have the same technical requirements. In one case, impact resistance, temperature resistance, and dimensional stability may be more important, while in the other, surface quality, gloss, color consistency, and visual aesthetics may come to the forefront.
At this stage, the following questions must be clearly answered:
In which industry will the product be used?
What is the annual production quantity of the part?
Which plastic raw material will be used?
Are there any critical dimensions on the product?
Will the part be assembled with another product?
Are there any gloss, texture, or special surface expectations on visible surfaces?
Is there a risk of flash, sink marks, or warpage on the molded part?
In projects that begin without proper analysis, revision requirements may arise after the mold manufacturing process is completed. This causes both time loss and additional cost. Therefore, successful mold manufacturing starts with accurate engineering evaluation before production begins.
2. 3D Modeling and Product Design Review
For plastic part production, a 3D model of the product is usually prepared or provided by the customer. Moldability analysis is carried out on this 3D model. Wall thicknesses, undercuts, ribs, screw bosses, clip details, assembly areas, and surface transitions are examined.
One of the most important subjects in plastic injection part design is balanced wall thickness. Areas that are too thick may cause sink marks and long cooling times. Areas that are too thin may lead to short shots, weak strength, or breakage risk. Therefore, the product design must be suitable for the logic of plastic injection molding.
The part must also have suitable draft angles in order to be released from the mold. In products without sufficient draft angle, demolding becomes difficult, friction marks may occur on the surface, or the ejector system may leave marks on the part.
At this stage, if necessary, design improvements are made together with the customer. The goal is to achieve a product design that is both functional and manufacturable.
3. Material Selection and Shrinkage Calculation
The plastic raw material to be used must be known when designing a plastic injection mold. This is because every plastic material has different shrinkage rates, flow characteristics, temperature behavior, mechanical strength, and molding conditions.
PP, ABS, PC, PA, POM, HIPS, PE, and glass fiber reinforced plastics all show different process behaviors. For example, the shrinkage rate of polypropylene is not the same as that of glass fiber reinforced PA material. This difference is critically important for achieving the correct final product dimensions.
In mold design, shrinkage allowance is taken into account so that the product can reach its final dimensions. The plastic part comes out of the mold while still hot and shrinks to a certain extent as it cools. If this shrinkage is not calculated correctly, the part may not meet the required dimensional tolerances.
Material selection also affects the runner system, gate location, cooling design, and mold steel selection. Abrasive or glass fiber reinforced materials require more durable steels, suitable surface treatments, and careful mold design.
4. Mold Design
After the product design and material information are finalized, the mold design stage begins. Mold design is one of the most critical engineering stages of plastic injection mold manufacturing. At this stage, the position of the product inside the mold, parting line, runner system, cooling channels, ejector system, cores, sliders, and connection elements are determined.
In a successful mold design, not only the shape of the part is considered. Production speed, ease of maintenance, mold life, and operator safety are also taken into account.
Parting Line
The parting line is the area where the moving and fixed sides of the mold meet. An incorrectly positioned parting line may cause flash formation or visual quality problems on the part. Especially on aesthetic surfaces, the location of the parting line must be selected carefully.
Runner and Gate System
How the plastic material enters the mold cavity directly affects part quality. If the gate location is selected incorrectly, problems such as weld lines, air traps, burn marks, sink marks, or warpage may occur. While hot runner systems may be preferred for high-volume production, cold runner systems may be more economical for certain products.
Cooling System
In plastic injection molding, a significant portion of the cycle time consists of cooling time. Therefore, the cooling channels inside the mold must be designed correctly. Balanced cooling improves dimensional stability and contributes to production efficiency.
Ejector System
The ejector system must be planned correctly so that the part can be released from the mold without problems. The position of ejector pins must be determined in a way that does not leave unwanted marks or cause deformation on the part.
5. Mold Steel Selection
The steel used in mold manufacturing is one of the most important factors determining mold life and production performance. When selecting steel, production quantity, plastic raw material, surface expectations, wear risk, and part geometry must be considered.
For high-volume production, more durable and heat-treatable steels are preferred. In glass fiber reinforced or abrasive materials, mold surfaces must be resistant to wear. For products requiring glossy surfaces, steel suitable for polishing becomes important.
The right steel selection affects the initial investment cost; however, in the long term, it creates significant advantages by extending mold life, reducing maintenance costs, and ensuring production continuity.
6. CNC Machining and Cutting Process
After the mold design is completed, the manufacturing stage begins. CNC machining is one of the main production methods used to machine mold components with high precision. Mold plates, cores, cavities, sliders, and other mold elements are machined on CNC machines.
Dimensional accuracy is extremely important at this stage. A small dimensional error on the mold may cause major quality problems on the plastic part. During the CNC machining process, tool selection, machining strategy, surface quality, and tolerance control are carefully monitored.
For plastic parts with complex geometries, 3-axis, 4-axis, or 5-axis CNC machining methods may be used. Especially on precision surfaces, polishing, grinding, or EDM operations may be required after machining.
7. EDM and Precision Machining Operations
Some mold details may be too fine, deep, or complex to be machined directly with CNC. In such areas, EDM, or electrical discharge machining, is used. With EDM, sharp corners, deep channels, fine details, and special forms can be machined precisely.
Sinker EDM and wire EDM are frequently used methods in mold manufacturing. EDM operations are especially important for clip details, thin rib areas, special locking zones, and precision fits.
These operations directly affect the functional success of the mold. If precision areas are not machined accurately, flash, jamming, dimensional errors, or demolding problems may occur.
8. Mold Assembly and Fitting Process
After all mold components are machined, the assembly stage begins. At this stage, mold plates, cores, cavities, sliders, moving cores, ejector systems, bushings, guide pillars, runner elements, and cooling connections are brought together.
Mold assembly is not simply the process of joining parts together. All moving mechanisms must work in harmony, friction surfaces must be properly fitted, mold closing surfaces must be checked, and the ejector system must operate smoothly.
It is important to mechanically inspect the mold before it is mounted on the injection molding machine. Slider movements, ejector system, water connections, venting areas, and mold closing surfaces must be carefully examined.
9. Trial Production and Mold Revisions
After mold assembly is completed, the first trial production is carried out. The purpose of this stage is to observe how the mold works under real production conditions and to check whether the plastic part meets the technical expectations.
During the first trial production, the following points are evaluated:
Does the part fill completely?
Is there any flash formation?
Are there any sink marks, burn marks, or weld lines?
Are the dimensions in accordance with the technical drawing?
Does the part come out of the mold easily?
Does the surface quality meet expectations?
Is the cycle time at the targeted level?
After the trial production, measurement reports, visual inspections, and process evaluations are carried out. If necessary, revisions are made on the mold. These revisions may sometimes involve a small surface correction, a runner modification, a cooling improvement, or an ejector system adjustment.
In high-quality mold manufacturing, the trial and revision process is a natural stage. What matters is managing this process in a controlled, measurable, and engineering-oriented way.
10. Preparation for Mass Production
After the mold is approved, the mass production stage begins. At this stage, process parameters are determined and recorded. Parameters such as injection temperatures, mold temperature, injection pressure, holding pressure, cooling time, and cycle time are standardized.
For sustainable quality in mass production, a good mold alone is not enough. Correct machine selection, suitable material usage, process control, operator experience, and a quality control system are also required.
After mold manufacturing is completed, regular mold maintenance should also be planned. Cleaning, lubrication, surface inspection, and mechanical checks should be carried out after certain production quantities. These maintenance activities extend mold life and reduce unexpected production stoppages.
Gri Kalıp’s Approach to Plastic Injection Mold Manufacturing
At Gri Kalıp ve Plastik A.Ş., we approach plastic injection mold manufacturing not only as mold production, but as a complete engineering process. We evaluate the entire process from product design and mold design to CNC machining, trial production, mass production, and quality control.
Thanks to our experience in projects for different industries, we aim to develop manufacturable, efficient, and long-lasting mold solutions that meet the needs of our customers. In plastic injection mold manufacturing, the combination of correct design, suitable material, precision machining, and controlled production processes forms the foundation of a successful result.
Conclusion
Plastic injection mold manufacturing is a technical and precise process that includes many engineering disciplines. A successful mold is created through accurate product analysis, suitable material selection, well-planned mold design, precision CNC machining, controlled assembly, and successful trial production.
Every correct decision made during mold manufacturing returns as an advantage in mass production in terms of quality, speed, and cost. Therefore, companies planning to order a plastic injection mold should consider not only the mold price, but also the manufacturer’s engineering capability, experience, quality approach, and mass production support.
A correctly designed and properly manufactured plastic injection mold is a strategic investment that provides reliable production for many years.
Frequently Asked Questions
How long does plastic injection mold manufacturing take?
The manufacturing time of a mold depends on the size and complexity of the part, the number of cavities, steel selection, and the required surface quality. A simple mold can be completed in a shorter time, while molds with multiple components, sliders, or tight tolerances may require a longer production period.
What determines the price of a plastic injection mold?
The mold price is determined by product geometry, mold size, number of cavities, steel quality, hot runner requirements, surface treatments, tolerance expectations, and production quantity. Therefore, each mold project must be evaluated according to its own technical requirements.
Why is material selection important in mold design?
Each plastic raw material has different shrinkage rates, flow behavior, temperature characteristics, and mechanical properties. If the material to be used is not taken into account during mold design, dimensional problems, filling defects, or quality issues may occur during production.
Is revision required after the mold is manufactured?
It is normal for some minor revisions to be made after the first trial production. These revisions are carried out to improve the dimensional accuracy, surface quality, or production efficiency of the part.
How can a good plastic injection mold be identified?
A good mold produces the part with dimensional accuracy, minimizes flash and quality problems, provides a stable cycle time, offers ease of maintenance, and operates reliably for long-term mass production.
Site Map
Home | About Us | Capabilities | Projects | Human Resources | Contact
CONTACT
Subscribe
+90 212 485 41 41
info@grikalip.com.tr
© 2024. All rights reserved.