INFO@GRIKALIP.COM.TR - GET A QUOTE FOR YOUR PROJECTS BY CONTACTING US - INFO@GRIKALIP.COM.TR
Why Is Cooling Design Critical in Injection Molds?
A significant part of the cycle time is spent on cooling. Properly designed cooling channels improve part quality while also reducing production costs.
6/29/20265 min read
Why Is Cooling Design Critical in Injection Molds?
Meta Title: Why Is Cooling Design Critical in Injection Molds? | Gri Kalıp
Meta Description: Cooling design in plastic injection molds directly affects cycle time, part quality, dimensional stability, and production cost.
URL Slug: why-is-cooling-design-critical-in-injection-molds
Blog Card Short Description: A significant part of the cycle time is spent on cooling. Properly designed cooling channels improve plastic part quality while also reducing production costs.
Why Is Cooling Design Important in Injection Molds?
In plastic injection molding, molten plastic material is injected into the mold cavity at high temperature. In order for the part to be removed from the mold, this hot plastic must cool down to a certain level. This process is one of the most important stages of the injection molding cycle.
The production time of a plastic part consists of filling, holding, cooling, and ejection stages. Among these stages, cooling time often makes up a large portion of the total cycle time. Therefore, mold cooling design is critical not only for quality, but also for production efficiency and cost.
An incorrectly designed cooling system may cause warpage, deformation, sink marks, dimensional deviations, surface defects, and long cycle times. On the other hand, a well-designed cooling system provides shorter cycle times, more stable quality, and lower production costs.
How Does the Cooling System Affect Plastic Part Quality?
When a plastic part is removed from the mold, all areas of the part should cool evenly. If one area of the part cools quickly while another area cools slowly, internal stresses may occur. These internal stresses can appear as warpage, bending, or dimensional changes in the part.
Cooling design becomes even more critical especially in large-surface, long, thin-walled, or tight-tolerance plastic parts. Similarly, thick sections, screw bosses, ribs, and corner details should also be evaluated carefully in terms of cooling.
Uneven cooling may cause the following problems:
Warpage and deformation in the part
Dimensional deviations
Sink marks
Surface waviness
Deformation during demolding
Longer cycle time
Quality variation during production
For this reason, cooling channels should not be considered only as water channels opened inside the mold. Cooling design is one of the key engineering decisions that determines product quality.
Its Effect on Cycle Time and Production Cost
In plastic injection molding, cycle time is the total time required to produce one part. The shorter and more stable the cycle time is, the more parts can be produced on the same machine.
Since cooling time represents a significant part of the cycle time, even a small improvement in the cooling system can make a major difference in mass production. For example, a 3–5 second reduction in cycle time can provide a significant increase in monthly or annual production capacity in high-volume production.
However, the important point here is not simply to shorten the cooling time. If the part is removed from the mold before it has cooled sufficiently, warpage, dimensional deviation, or deformation may occur. Therefore, the goal is to cool the part in the shortest possible time, but in a controlled and balanced way.
With proper cooling design:
Cycle time is reduced.
Machine efficiency increases.
Scrap rate decreases.
Dimensional quality becomes more stable.
Energy and production costs decrease.
Delivery times become more reliable.
Key Points to Consider in Cooling Channel Design
When designing the mold cooling system, product geometry, wall thickness, plastic material type, mold steel, cycle time target, and production quantity should be evaluated together.
Channel Position
Cooling channels should be positioned at a balanced distance from the product form as much as possible. If the channels are too far from the product, the cooling effect remains weak. If they are too close, they may create risks in terms of mold strength or surface quality.
Channel Diameter
The diameter of the cooling channels should be determined according to mold size and required water flow rate. Channels that are too narrow may restrict water flow. Channels that are unnecessarily large may take up too much space inside the mold and create design limitations.
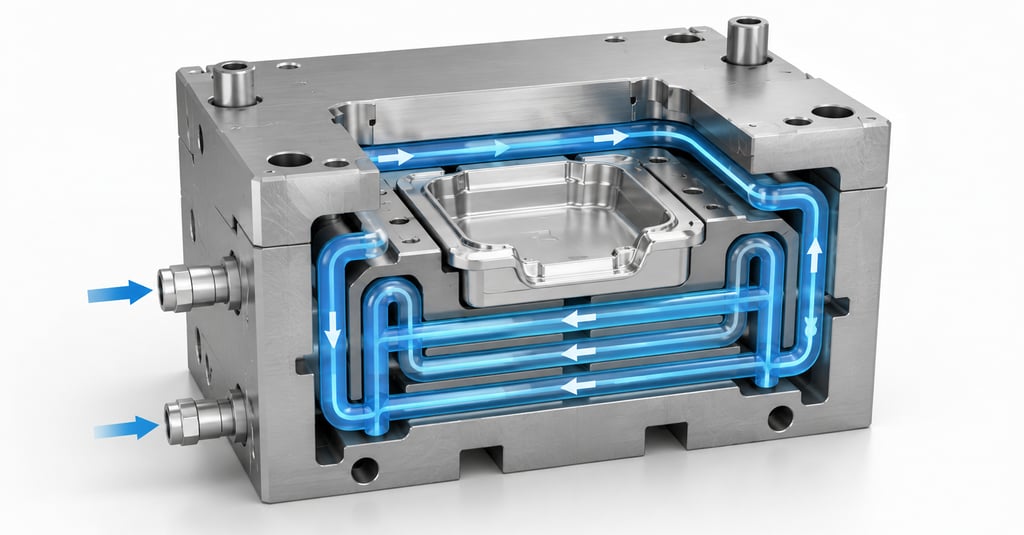
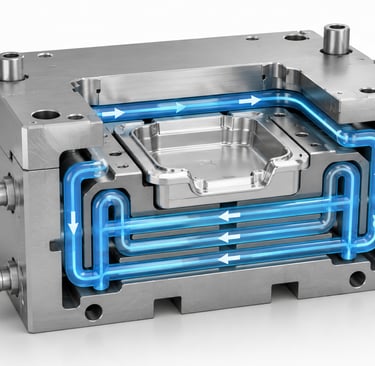
Water Flow Direction
Cooling water must circulate evenly inside the mold. Dead zones, insufficient flow, or one-sided cooling may negatively affect part quality. Water inlet and outlet points should be planned to provide both practical use and effective cooling on the mold.
Hot Spots
Thick sections, deep pockets, screw bosses, or areas where material accumulates retain more heat. These areas should be analyzed separately, and additional cooling solutions should be applied when necessary.
Moving Components
In molds with sliders, moving cores, or inserts, cooling design should be planned more carefully. In these areas, both mechanical movement and cooling requirements must be evaluated together.
The Most Common Results of Uneven Cooling
Insufficient cooling systems often appear as quality problems during production. However, the root cause of these problems is not always machine settings. Sometimes the main reason for warpage, sink marks, or dimensional deviations is the mold cooling design.
Warpage and Deformation
If different areas of the part cool at different rates, internal stresses occur. These stresses may cause the part to change shape after it is removed from the mold.
Sink Marks
If thick sections are not cooled properly, sink marks may appear on the surface. Screw bosses, rib backs, and thick cross-sections are especially risky in this respect.
Dimensional Variation
If mold temperature is not stable throughout production, part dimensions may also vary. This can cause serious quality problems in assembled products.
Long Cycle Time
Insufficient cooling requires a longer waiting time for the part to be safely removed from the mold. This reduces production capacity.
Why Is Mold Temperature Control Necessary?
In addition to cooling design, keeping mold temperature under control during production is also important. If mold temperature cannot be maintained at the same level in every production run, part quality becomes variable.
Mold temperature controllers, water flow control, inlet-outlet temperature monitoring, and regular channel cleaning are important parts of this process. Especially in tight-tolerance and high-volume production, mold temperature should be recorded and monitored throughout production.
Stable mold temperature provides major advantages in terms of dimensional stability, surface quality, and cycle time.
Maintenance of Cooling Channels
Over time, lime scale, sediment, rust, or dirt may accumulate in cooling channels. These deposits reduce water flow and lower the cooling performance of the mold. Even if the mold design is good, cooling channels that are not maintained may become inefficient over time.
For this reason, cooling channels should also be checked regularly during mold maintenance. Water inlets and outlets, flow rate, blockage risk, and connection elements should be inspected before production or during periodic maintenance.
Cleaning cooling channels is especially important for maintaining quality continuity in long-running mass production molds.
Gri Kalıp’s Approach to Cooling Design
At Gri Kalıp ve Plastik A.Ş., we consider cooling design in injection molds as one of the most critical elements of mold performance. During mold design, product geometry, wall thickness, material type, cycle time target, and production quantity are analyzed together, and the cooling system is planned accordingly.
The goal is not only to create water channels inside the mold, but to ensure balanced cooling, dimensional stability, and production efficiency.
With proper cooling design, more stable quality, lower scrap rates, and more efficient production processes can be achieved in mass production.
Conclusion
Cooling design in injection molds is a critical subject that directly affects plastic part quality and production cost. Since a significant part of the cycle time is spent on cooling, properly designed cooling channels can significantly improve production efficiency.
Balanced cooling reduces warpage, sink marks, dimensional deviations, and surface problems in the part. It also contributes to shorter cycle times and lower production costs.
For a successful plastic injection mold, the cooling system should be carefully planned from the design stage and regularly controlled throughout production.
Frequently Asked Questions
What does the cooling system do in an injection mold?
The cooling system allows the hot plastic material injected into the mold to cool in a controlled way. This process is critical for part quality, dimensional stability, and cycle time.
Does cooling design affect cycle time?
Yes. Cooling time makes up a significant part of the cycle time. Properly designed cooling channels can shorten cycle time and increase production capacity.
What problems does uneven cooling cause?
Uneven cooling may cause warpage, deformation, dimensional deviations, sink marks, surface waviness, and quality variation during production.
Why do cooling channels become clogged?
Over time, lime scale, sediment, rust, or dirt may accumulate in cooling channels. This reduces water flow and lowers the cooling performance of the mold.
Why should mold temperature be controlled?
If mold temperature is not kept stable, part dimensions, surface quality, and cycle time may become variable. Therefore, mold temperature should be monitored regularly, especially in mass production.
Site Map
Home | About Us | Capabilities | Projects | Human Resources | Contact
CONTACT
Subscribe
+90 212 485 41 41
info@grikalip.com.tr
© 2024. All rights reserved.