INFO@GRIKALIP.COM.TR - hEMEN İLETİSİME GEÇEREK PROJELERİNİZE TEKLİF ALın - INFO@GRIKALIP.COM.TR
Enjeksiyon Kalıplarında Soğutma Tasarımı Neden Kritik?
Çevrim süresinin önemli bir bölümü soğutmaya ayrılır. Doğru tasarlanmış soğutma kanalları hem kaliteyi artırır hem de üretim maliyetini düşürür.
6/29/20267 min oku
Enjeksiyon Kalıplarında Soğutma Tasarımı Neden Kritik?
Meta Title: Enjeksiyon Kalıplarında Soğutma Tasarımı Neden Kritik? | Gri Kalıp
Meta Description: Plastik enjeksiyon kalıplarında soğutma tasarımı; çevrim süresi, parça kalitesi, ölçüsel kararlılık ve üretim maliyeti üzerinde doğrudan etkilidir.
URL Slug: enjeksiyon-kaliplarinda-sogutma-tasarimi-neden-kritik
Blog Kartı Kısa Açıklaması: Çevrim süresinin önemli bir bölümü soğutmaya ayrılır. Doğru tasarlanmış soğutma kanalları hem plastik parça kalitesini artırır hem de üretim maliyetini düşürür.
Enjeksiyon Kalıplarında Soğutma Tasarımı Neden Önemlidir?
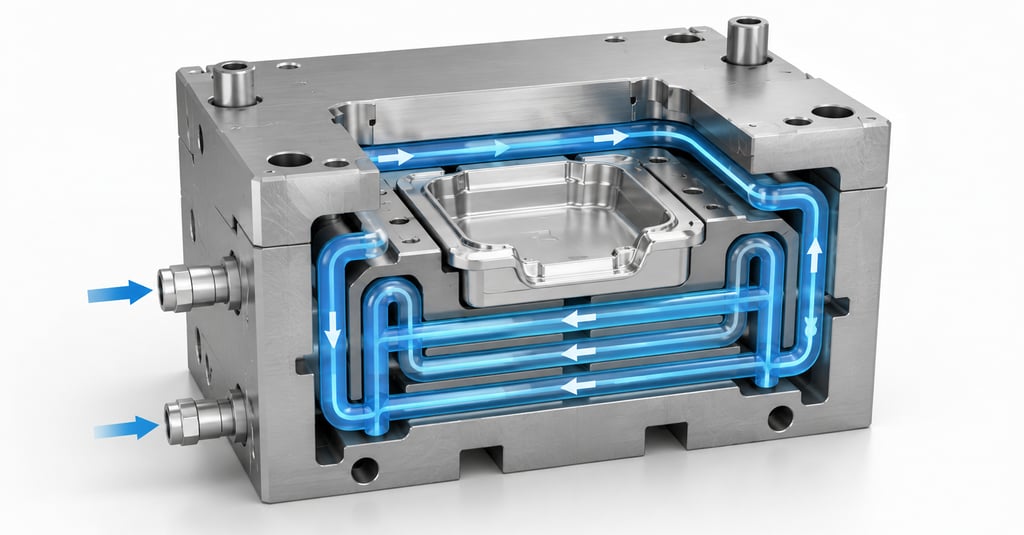
Plastik enjeksiyon üretiminde erimiş plastik hammadde yüksek sıcaklıkta kalıp boşluğuna enjekte edilir. Parçanın kalıptan çıkabilmesi için bu sıcak plastiğin belirli bir seviyeye kadar soğuması gerekir. Bu süreç, enjeksiyon çevriminin en önemli aşamalarından biridir.
Bir plastik parçanın üretim süresi; dolum, tutma, soğutma ve kalıptan çıkarma aşamalarından oluşur. Bu aşamalar içinde soğutma süresi çoğu zaman toplam çevrim süresinin büyük bir bölümünü oluşturur. Bu nedenle kalıp soğutma tasarımı yalnızca kalite açısından değil, üretim verimliliği ve maliyet açısından da kritik öneme sahiptir.
Doğru tasarlanmamış bir soğutma sistemi; parçada eğilme, çarpılma, çökme izi, ölçü sapması, yüzey bozukluğu ve uzun çevrim sürelerine neden olabilir. Buna karşılık iyi tasarlanmış bir soğutma sistemi, daha kısa çevrim süresi, daha stabil kalite ve daha düşük üretim maliyeti sağlar.
Soğutma Sistemi Plastik Parça Kalitesini Nasıl Etkiler?
Plastik parça kalıptan çıkarken her bölgesinin dengeli şekilde soğuması gerekir. Eğer parçanın bir bölgesi hızlı, diğer bölgesi yavaş soğursa iç gerilmeler oluşabilir. Bu iç gerilmeler parçada çarpılma, eğilme veya ölçüsel değişim olarak ortaya çıkabilir.
Özellikle geniş yüzeyli, uzun, ince cidarlı veya hassas toleranslı plastik parçalarda soğutma tasarımı daha kritik hale gelir. Aynı şekilde kalın etli bölgeler, vida yuvaları, federler ve köşe detayları da soğutma açısından dikkatle değerlendirilmelidir.
Dengesiz soğutma sonucunda şu problemler görülebilir:
Parçada eğilme ve çarpılma
Ölçüsel sapmalar
Çökme izleri
Yüzey dalgalanmaları
Kalıptan çıkışta deformasyon
Çevrim süresinin uzaması
Üretim sırasında kalite değişkenliği
Bu nedenle soğutma kanalları yalnızca kalıp içine açılmış su yolları olarak düşünülmemelidir. Soğutma tasarımı, ürün kalitesini belirleyen temel mühendislik kararlarından biridir.
Çevrim Süresi ve Üretim Maliyeti Üzerindeki Etkisi
Plastik enjeksiyon üretiminde çevrim süresi, bir parçanın üretilmesi için geçen toplam süredir. Çevrim süresi ne kadar kısa ve stabil olursa, aynı makinede daha fazla üretim yapılabilir.
Soğutma süresi çevrim süresinin önemli bir bölümünü oluşturduğu için, soğutma sistemindeki küçük bir iyileştirme bile seri üretimde büyük fark yaratabilir. Örneğin çevrim süresinde 3-5 saniyelik bir azalma, yüksek adetli üretimlerde aylık veya yıllık bazda ciddi kapasite artışı sağlayabilir.
Ancak burada dikkat edilmesi gereken nokta, soğutma süresini yalnızca kısaltmaya çalışmak değildir. Parça yeterince soğumadan kalıptan çıkarılırsa eğilme, ölçü kaçıklığı veya deformasyon oluşabilir. Bu nedenle amaç, parçayı en kısa sürede ama kontrollü ve dengeli şekilde soğutmaktır.
Doğru soğutma tasarımı sayesinde:
Çevrim süresi kısalır.
Makine verimliliği artar.
Fire oranı azalır.
Ölçüsel kalite daha stabil hale gelir.
Enerji ve üretim maliyeti düşer.
Teslimat süreleri daha güvenilir olur.
Soğutma Kanalı Tasarımında Dikkat Edilmesi Gerekenler
Kalıp soğutma sistemi tasarlanırken ürün geometrisi, et kalınlığı, plastik hammadde türü, kalıp çeliği, çevrim süresi hedefi ve üretim adedi birlikte değerlendirilmelidir.
Kanal Konumu
Soğutma kanalları, ürün formuna mümkün olduğunca dengeli mesafede konumlandırılmalıdır. Kanallar ürüne çok uzak olursa soğutma etkisi zayıf kalır. Çok yakın olursa kalıp dayanımı veya yüzey kalitesi açısından risk oluşturabilir.
Kanal Çapı
Soğutma kanallarının çapı, kalıp ölçüsüne ve ihtiyaç duyulan su debisine göre belirlenmelidir. Çok dar kanallar su akışını kısıtlayabilir. Gereğinden büyük kanallar ise kalıp içinde gereksiz yer kaplayabilir ve tasarım kısıtları oluşturabilir.
Su Akış Yönü
Soğutma suyunun kalıp içinde dengeli dolaşması gerekir. Ölü bölgeler, yetersiz akış veya tek taraflı soğutma parça kalitesini olumsuz etkileyebilir. Su giriş ve çıkış noktaları, kalıp üzerinde pratik kullanım ve etkili soğutma sağlayacak şekilde planlanmalıdır.
Sıcak Bölgeler
Kalın etli bölgeler, derin cepler, vida yuvaları veya yoğun malzeme biriken alanlar daha fazla ısı tutar. Bu bölgeler özel olarak analiz edilmeli ve gerektiğinde ek soğutma çözümleri uygulanmalıdır.
Hareketli Elemanlar
Kızak, maça veya insert gibi hareketli elemanların bulunduğu kalıplarda soğutma tasarımı daha dikkatli yapılmalıdır. Bu bölgelerde hem mekanik hareket hem de soğutma ihtiyacı birlikte değerlendirilmelidir.
Dengesiz Soğutmanın En Yaygın Sonuçları
Soğutma sistemindeki yetersizlikler çoğu zaman üretim sırasında kalite problemi olarak ortaya çıkar. Ancak bu problemlerin kök nedeni her zaman makine ayarı değildir. Bazen parçada görülen eğilme, çökme veya ölçü kaçıklığının temel sebebi kalıp soğutma tasarımı olabilir.
Eğilme ve Çarpılma
Parçanın farklı bölgeleri farklı hızlarda soğursa iç gerilmeler oluşur. Bu gerilmeler parça kalıptan çıktıktan sonra şekil değişimine neden olabilir.
Çökme İzleri
Kalın bölgeler yeterince iyi soğutulmazsa yüzeyde çökme izleri oluşabilir. Özellikle vida yuvaları, feder arkaları ve kalın kesitler bu açıdan risklidir.
Ölçü Değişkenliği
Kalıp sıcaklığı üretim boyunca stabil değilse parçaların ölçüleri de değişkenlik gösterebilir. Bu durum montajlı ürünlerde ciddi kalite sorunlarına neden olabilir.
Uzun Çevrim Süresi
Yetersiz soğutma, parçanın kalıptan güvenli şekilde çıkarılabilmesi için daha uzun bekleme süresi gerektirir. Bu da üretim kapasitesini düşürür.
Kalıp Sıcaklık Kontrolü Neden Gereklidir?
Soğutma tasarımı kadar, üretim sırasında kalıp sıcaklığının kontrol altında tutulması da önemlidir. Kalıp sıcaklığı her üretimde aynı seviyede tutulamazsa parça kalitesi de değişken hale gelir.
Kalıp şartlandırıcılar, su debisi kontrolü, giriş-çıkış sıcaklık takibi ve düzenli kanal temizliği bu sürecin önemli parçalarıdır. Özellikle hassas toleranslı ve yüksek adetli üretimlerde kalıp sıcaklığı kayıt altına alınmalı ve üretim boyunca izlenmelidir.
Kalıp sıcaklığının stabil olması; ölçüsel kararlılık, yüzey kalitesi ve çevrim süresi açısından büyük avantaj sağlar.
Soğutma Kanallarının Bakımı
Zamanla soğutma kanallarında kireç, tortu, pas veya kir birikebilir. Bu birikimler su akışını azaltır ve kalıbın soğutma performansını düşürür. Kalıp tasarımı iyi olsa bile, bakım yapılmayan soğutma kanalları zamanla verimsiz hale gelebilir.
Bu nedenle kalıp bakım sürecinde soğutma kanalları da düzenli olarak kontrol edilmelidir. Su giriş-çıkışları, debi, tıkanıklık riski ve bağlantı elemanları üretim öncesi veya periyodik bakım sırasında incelenmelidir.
Soğutma kanallarının temizliği, özellikle uzun süre çalışan seri üretim kalıplarında kalite sürekliliği için önemlidir.
Gri Kalıp’ın Soğutma Tasarımına Yaklaşımı
Gri Kalıp ve Plastik A.Ş. olarak enjeksiyon kalıplarında soğutma tasarımını kalıp performansının en kritik unsurlarından biri olarak değerlendiriyoruz. Kalıp tasarımında ürün geometrisi, et kalınlığı, hammadde türü, çevrim süresi hedefi ve üretim adedi birlikte analiz edilerek soğutma sistemi planlanır.
Amaç yalnızca kalıp içinde su kanalları oluşturmak değil; parçanın dengeli soğumasını, ölçüsel kararlılığını ve üretim verimliliğini sağlamaktır.
Doğru soğutma tasarımı sayesinde seri üretimde daha stabil kalite, daha düşük fire ve daha verimli üretim süreçleri elde edilir.
Sonuç
Enjeksiyon kalıplarında soğutma tasarımı, plastik parça kalitesi ve üretim maliyeti üzerinde doğrudan etkili olan kritik bir konudur. Çevrim süresinin önemli bir bölümü soğutmaya ayrıldığı için, doğru tasarlanmış soğutma kanalları üretim verimliliğini ciddi şekilde artırabilir.
Dengeli soğutma; parçada eğilme, çökme, ölçü sapması ve yüzey problemlerini azaltır. Aynı zamanda çevrim süresinin kısalmasına ve üretim maliyetinin düşmesine katkı sağlar.
Başarılı bir plastik enjeksiyon kalıbı için soğutma sistemi, tasarım aşamasından itibaren dikkatle planlanmalı ve üretim boyunca düzenli olarak kontrol edilmelidir.
Sık Sorulan Sorular
Enjeksiyon kalıbında soğutma sistemi ne işe yarar?
Soğutma sistemi, kalıp içine enjekte edilen sıcak plastik malzemenin kontrollü şekilde soğumasını sağlar. Bu süreç parça kalitesi, ölçüsel kararlılık ve çevrim süresi açısından kritik öneme sahiptir.
Soğutma tasarımı çevrim süresini etkiler mi?
Evet. Soğutma süresi çevrim süresinin önemli bir bölümünü oluşturur. Doğru tasarlanmış soğutma kanalları çevrim süresini kısaltabilir ve üretim kapasitesini artırabilir.
Dengesiz soğutma hangi problemlere neden olur?
Dengesiz soğutma parçada eğilme, çarpılma, ölçü sapması, çökme izi, yüzey dalgalanması ve üretim kalitesinde değişkenlik oluşturabilir.
Soğutma kanalları neden tıkanır?
Soğutma kanallarında zamanla kireç, tortu, pas veya kir birikebilir. Bu durum su akışını azaltır ve kalıbın soğutma performansını düşürür.
Kalıp sıcaklığı neden kontrol edilmelidir?
Kalıp sıcaklığı stabil tutulmazsa parça ölçüleri, yüzey kalitesi ve çevrim süresi değişken hale gelebilir. Bu nedenle özellikle seri üretimde kalıp sıcaklığı düzenli takip edilmelidir.
Site Haritası
Anasayfa | Hakkımızda | Kabiliyetler | Hizmetler | Projeler | İnsan Kaynakları | İletişim
İLETİŞİM
Bülten
+90 212 485 41 41
info@grikalip.com.tr
© 2024. All rights reserved.