INFO@GRIKALIP.COM.TR - hEMEN İLETİSİME GEÇEREK PROJELERİNİZE TEKLİF ALın - INFO@GRIKALIP.COM.TR
Plastik Parça Tasarımında Yapılan En Büyük Hatalar
Kalıp üretimine geçmeden önce yapılan tasarım hataları yüksek revizyon maliyetlerine neden olabilir. Tasarım aşamasında dikkat edilmesi gereken temel prensipleri anlatıyoruz.
6/29/20269 min oku
Plastik Parça Tasarımında Yapılan En Büyük Hatalar
Meta Title: Plastik Parça Tasarımında Yapılan En Büyük Hatalar | Gri Kalıp
Meta Description: Plastik enjeksiyon üretiminde tasarım hataları kalıp revizyonlarına, ölçü problemlerine ve yüksek üretim maliyetlerine neden olabilir. Doğru plastik parça tasarımı için dikkat edilmesi gerekenleri inceleyin.
URL Slug: plastik-parca-tasariminda-yapilan-en-buyuk-hatalar
Blog Kartı Kısa Açıklaması: Kalıp üretimine geçmeden önce yapılan tasarım hataları yüksek revizyon maliyetlerine neden olabilir. Bu yazıda plastik enjeksiyon parça tasarımında dikkat edilmesi gereken temel prensipleri ve en sık yapılan hataları inceliyoruz.
Plastik Parça Tasarımı Neden Kalıp Üretiminden Önce Doğru Planlanmalıdır?
Plastik enjeksiyon üretiminde başarılı bir sonuç elde etmek için yalnızca iyi bir kalıp üretmek yeterli değildir. Kalıbın doğru çalışması ve plastik parçanın kaliteli şekilde üretilebilmesi için ürün tasarımının enjeksiyon üretimine uygun olması gerekir.
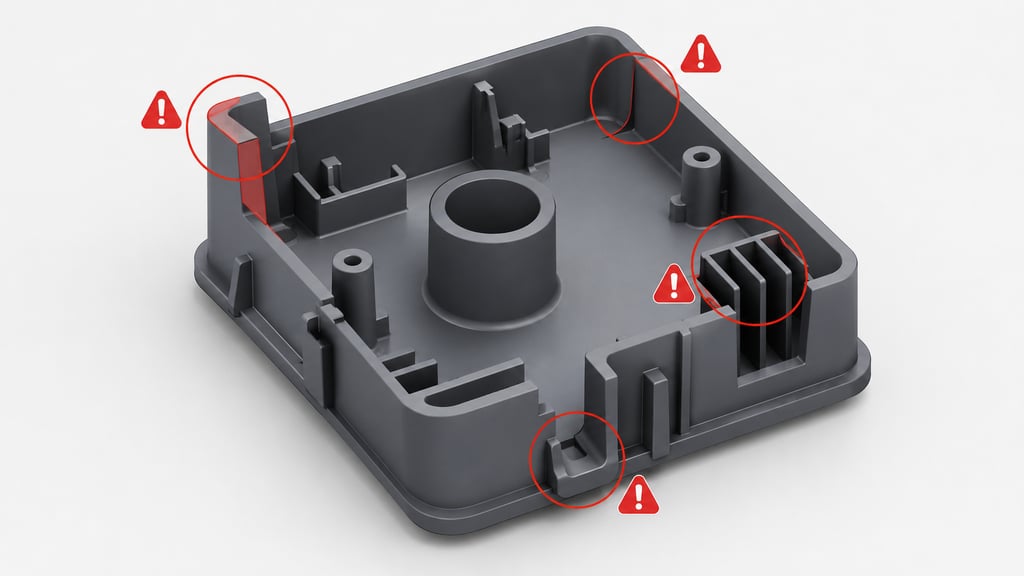
Bir plastik parça dışarıdan basit görünebilir; ancak et kalınlığı, çıkış açıları, feder yapıları, vida yuvaları, klips detayları, yolluk giriş noktası, çekme payı ve kalıptan çıkış yönü gibi birçok teknik detay tasarım aşamasında doğru planlanmalıdır.
Tasarım aşamasında yapılan hatalar, kalıp üretildikten sonra fark edilirse ciddi maliyetlere yol açabilir. Çünkü bu durumda yalnızca ürün datası değil, üretilmiş kalıp üzerinde de revizyon gerekebilir. Bu da zaman kaybı, ek işçilik, üretim gecikmesi ve müşteri memnuniyetsizliği anlamına gelir.
Bu nedenle plastik parça tasarımı, yalnızca estetik veya fonksiyonel açıdan değil, üretilebilirlik açısından da değerlendirilmelidir.
1. Dengesiz Et Kalınlığı
Plastik parça tasarımında en sık yapılan hatalardan biri dengesiz et kalınlığıdır. Parçanın bazı bölgeleri çok kalın, bazı bölgeleri çok ince tasarlandığında üretim sırasında kalite problemleri ortaya çıkabilir.
Kalın bölgeler daha geç soğur ve bu bölgelerde çökme izi, iç boşluk, yüzey dalgalanması veya uzun çevrim süresi oluşabilir. İnce bölgeler ise plastik malzemenin kalıp içinde rahat akmasını zorlaştırır ve kısa dolum problemine neden olabilir.
Doğru tasarımda parça et kalınlığı mümkün olduğunca dengeli olmalıdır. Gereksiz kalın bölgeler boşaltılmalı, mukavemet gerekiyorsa kalınlık artırmak yerine feder veya destek yapıları kullanılmalıdır.
Örneğin büyük ve kalın bir gövde bölgesi yerine, daha ince bir et kalınlığı ve doğru konumlandırılmış federlerle hem daha hafif hem de daha üretilebilir bir parça elde edilebilir.
2. Yetersiz Çıkış Açısı
Plastik enjeksiyon parçalarının kalıptan rahat çıkabilmesi için uygun çıkış açısına sahip olması gerekir. Çıkış açısı, parçanın kalıptan ayrılma yönünde yüzeylere verilen hafif eğimdir.
Yetersiz çıkış açısı olan parçalarda kalıptan çıkış zorlaşır. Bu durum yüzeyde sürtme izleri, deformasyon, itici izi veya parça sıkışması gibi sorunlara neden olabilir. Özellikle derin duvarlı, dokulu yüzeyli veya yüksek yüzey kalitesi beklenen parçalarda çıkış açısı daha kritik hale gelir.
Çıkış açısı verilmeden tasarlanan parçalar, kalıp üretimi sırasında ek hareketli mekanizmalar gerektirebilir. Bu da kalıp maliyetini artırır.
Bu nedenle plastik parça tasarımında kalıptan çıkış yönü en baştan belirlenmeli ve tüm yüzeyler bu yöne göre değerlendirilmelidir.
3. Yanlış Feder Tasarımı
Federler, plastik parçada dayanımı artırmak ve yapıyı güçlendirmek için kullanılan destek elemanlarıdır. Ancak federler yanlış tasarlanırsa kalite problemlerine neden olabilir.
Çok kalın federler, parçanın dış yüzeyinde çökme izi oluşturabilir. Çok ince federler ise yeterli mukavemet sağlamaz veya dolum problemi yaratabilir. Ayrıca federlerin köşe geçişleri keskin olursa gerilim yoğunlaşması meydana gelebilir ve parça kırılmaya daha yatkın hale gelebilir.
Genel olarak feder kalınlığı, ana et kalınlığına göre dengeli tasarlanmalıdır. Federlerin taban geçişlerinde uygun radyüs kullanılmalı ve parçanın fonksiyonuna göre yerleşimi doğru planlanmalıdır.
Doğru feder tasarımı, parçanın ağırlığını artırmadan mukavemet sağlar. Yanlış feder tasarımı ise hem üretim hem de kullanım sırasında sorun çıkarabilir.
4. Vida Yuvalarının Hatalı Tasarlanması
Vida yuvaları, plastik parçalarda en sık kullanılan bağlantı detaylarından biridir. Ancak yanlış vida yuvası tasarımı; çatlama, çökme, kırılma veya montaj problemi oluşturabilir.
Vida yuvası çok kalın tasarlanırsa dış yüzeyde çökme izi görülebilir. Çok ince tasarlanırsa vida montajı sırasında çatlama veya kopma meydana gelebilir. Vida yuvasının çevresinde yeterli destek yoksa montaj sırasında parça deformasyona uğrayabilir.
Vida yuvalarında doğru et kalınlığı, uygun feder desteği, doğru delik çapı ve uygun köşe radyüsleri kullanılmalıdır. Ayrıca kullanılacak vida tipi ve montaj kuvveti tasarım aşamasında bilinmelidir.
Tasarımda yalnızca vida deliğini yerleştirmek yeterli değildir. Vida yuvasının üretilebilirliği ve uzun vadeli kullanım dayanımı da düşünülmelidir.
5. Keskin Köşeler ve Radyüs Eksikliği
Plastik parça tasarımında keskin köşeler önemli bir hata kaynağıdır. Keskin köşeler, plastik malzemenin akışını zorlaştırabilir, kalıp içinde gerilim yoğunlaşmasına neden olabilir ve parçanın kırılma riskini artırabilir.
Ayrıca keskin iç köşeler kalıp işleme sürecini de zorlaştırır. CNC veya EDM operasyonlarında daha fazla hassas işleme gerekebilir. Bu da kalıp maliyetini artırabilir.
Mümkün olan bölgelerde uygun radyüsler kullanılmalıdır. Radyüsler hem plastik akışını iyileştirir hem de parçanın mekanik dayanımını artırır. Özellikle yük taşıyan, klipsli veya darbe alabilecek plastik parçalarda köşe geçişleri dikkatle tasarlanmalıdır.
6. Klips ve Geçme Detaylarının Yanlış Tasarlanması
Plastik parçalarda klipsler, tırnaklar ve geçme detayları sıkça kullanılır. Ancak bu detaylar malzeme esnekliği, et kalınlığı, çalışma yönü ve montaj kuvveti dikkate alınmadan tasarlanırsa kırılma veya montaj problemi yaşanabilir.
Klipsler fazla sert tasarlanırsa montaj sırasında kırılabilir. Fazla esnek tasarlanırsa yeterli tutma kuvveti sağlayamaz. Kullanılacak plastik hammadde de bu noktada çok önemlidir. Örneğin PP gibi daha esnek bir malzeme ile ABS veya PC gibi daha rijit malzemelerin klips davranışı aynı değildir.
Klips tasarımında malzeme seçimi, esneme mesafesi, köşe radyüsleri ve montaj yönü birlikte değerlendirilmelidir. Kalıptan çıkış yönü de unutulmamalıdır. Ters açı oluşturan klips detayları kalıpta kızak, maça veya ek mekanizma gerektirebilir.
7. Kalıptan Çıkış Yönünün Düşünülmemesi
Plastik parça tasarımında en kritik konulardan biri kalıptan çıkış yönüdür. Ürün tasarlanırken bu konu dikkate alınmazsa parçada ters açılar oluşabilir. Ters açılar, parçanın düz açılan iki plakalı bir kalıptan çıkmasını engeller.
Bu durumda kalıba kızak, maça veya hareketli mekanizma eklenmesi gerekir. Bu da kalıp maliyetini artırır, üretim süresini uzatır ve bakım ihtiyacını yükseltir.
Bazı ters açılar ürün fonksiyonu için zorunlu olabilir. Ancak gereksiz ters açılardan kaçınılmalıdır. Tasarım aşamasında kalıp açılma yönü belirlenmeli ve parça bu mantığa göre optimize edilmelidir.
Kalıp üretimine geçmeden önce yapılacak üretilebilirlik analizi, bu tür sorunların erken fark edilmesini sağlar.
8. Çekme Payının Dikkate Alınmaması
Her plastik malzeme soğuma sırasında belirli oranda büzülür. Bu nedenle kalıp tasarımında çekme payı mutlaka dikkate alınmalıdır. Tasarım aşamasında hammadde netleşmeden kalıp üretimine geçilirse ölçüsel problemler yaşanabilir.
PP, ABS, PC, PA, POM ve cam elyaf katkılı malzemelerin çekme oranları birbirinden farklıdır. Aynı malzeme grubu içinde bile katkı oranı, marka ve proses şartlarına göre çekme davranışı değişebilir.
Çekme payı doğru hesaplanmadığında parça ölçüleri hedeflenen tolerans dışında kalabilir. Bu durum özellikle montajlı ürünlerde ciddi sorunlara neden olur.
Bu nedenle plastik parça tasarımında kullanılacak hammadde mümkün olduğunca erken aşamada belirlenmeli ve kalıp ölçüleri buna göre planlanmalıdır.
9. Hammaddeye Uygun Tasarım Yapılmaması
Plastik parça tasarımında yapılan büyük hatalardan biri de tüm hammaddeleri aynı davranacak gibi düşünmektir. Oysa her plastik malzemenin mekanik dayanımı, esnekliği, sıcaklık direnci, çekme oranı ve akışkanlığı farklıdır.
Örneğin esnek çalışması gereken bir klips için yanlış malzeme seçilirse parça kırılabilir. Yüksek sıcaklıkta kullanılacak bir ürün için düşük sıcaklık dayanımına sahip bir malzeme seçilirse ürün deforme olabilir. Şeffaf parçalarda ise yüzey kalitesi ve iç gerilim daha kritik hale gelir.
Doğru tasarım, kullanılacak hammaddenin teknik özelliklerine göre yapılmalıdır. Malzeme ve tasarım birbirinden bağımsız kararlar değildir.
10. Montaj ve Kullanım Şartlarının Göz Ardı Edilmesi
Plastik parça yalnızca üretim anında değil, kullanım sırasında da değerlendirilmelidir. Parça başka bir ürünle birleşecekse montaj toleransları, vida bağlantıları, klips kuvvetleri ve çalışma ortamı tasarım aşamasında düşünülmelidir.
Bazı parçalar sıcaklık değişimine, darbeye, kimyasala, UV ışığına veya sürekli mekanik yüke maruz kalabilir. Bu şartlar dikkate alınmadan yapılan tasarımlar sahada problem oluşturabilir.
Tasarım aşamasında şu sorular mutlaka sorulmalıdır:
Parça nerede kullanılacak?
Hangi sıcaklık aralığında çalışacak?
Başka parçalarla montajlanacak mı?
Darbe veya yük taşıyacak mı?
Kimyasal temas olacak mı?
Dış ortamda güneş ışığına maruz kalacak mı?
Bu sorulara verilen cevaplar hem hammadde seçimini hem de parça tasarımını doğrudan etkiler.
Plastik Parça Tasarımında Doğru Yaklaşım Nasıl Olmalıdır?
Başarılı plastik parça tasarımı, ürünün hem fonksiyonel hem de üretilebilir olmasını gerektirir. Tasarım yalnızca bilgisayar ekranında iyi görünen bir model olarak değerlendirilmemelidir. Parçanın kalıplanabilirliği, soğuma davranışı, kalıptan çıkışı, ölçüsel kararlılığı ve seri üretim performansı birlikte düşünülmelidir.
Doğru tasarım yaklaşımında:
Et kalınlığı dengeli olmalıdır.
Çıkış açıları yeterli olmalıdır.
Keskin köşelerden kaçınılmalıdır.
Federler doğru oranlarda tasarlanmalıdır.
Vida yuvaları desteklenmelidir.
Klips detayları malzemeye uygun olmalıdır.
Ters açılar minimuma indirilmelidir.
Çekme payı hesaba katılmalıdır.
Hammadde seçimi tasarımla birlikte değerlendirilmelidir.
Montaj ve kullanım şartları dikkate alınmalıdır.
Bu prensipler, kalıp üretimine geçmeden önce doğru şekilde uygulanırsa revizyon ihtiyacı azalır ve üretim daha verimli hale gelir.
Gri Kalıp’ın Plastik Parça Tasarımına Yaklaşımı
Gri Kalıp ve Plastik A.Ş. olarak plastik enjeksiyon projelerinde parça tasarımını üretimin en kritik aşamalarından biri olarak değerlendiriyoruz. Ürün datası kalıp üretimine geçmeden önce üretilebilirlik açısından incelenir.
Et kalınlığı, çıkış açıları, ters açılar, feder yapıları, vida yuvaları, yolluk giriş noktası, çekme payı ve hammadde uygunluğu teknik olarak değerlendirilir. Gerekli durumlarda müşterilerimize tasarım iyileştirme önerileri sunularak daha verimli, daha kaliteli ve daha uzun ömürlü üretim hedeflenir.
Doğru plastik parça tasarımı, kalıp maliyetini kontrol altında tutar, üretim firelerini azaltır ve seri üretimde kalite sürekliliği sağlar.
Sonuç
Plastik parça tasarımında yapılan hatalar, kalıp üretimi tamamlandıktan sonra fark edildiğinde ciddi revizyon maliyetlerine neden olabilir. Dengesiz et kalınlığı, yetersiz çıkış açısı, yanlış feder tasarımı, hatalı vida yuvaları, keskin köşeler, ters açılar ve çekme payının dikkate alınmaması en sık karşılaşılan tasarım problemleri arasındadır.
Başarılı bir plastik enjeksiyon projesi için ürün tasarımı, kalıp üretimi başlamadan önce detaylı şekilde analiz edilmelidir. Doğru tasarım; daha kaliteli parça, daha düşük maliyet, daha kısa üretim süresi ve daha güvenilir seri üretim anlamına gelir.
Plastik parça tasarımında erken aşamada yapılan doğru mühendislik çalışması, ileride oluşabilecek büyük maliyetlerin önüne geçer.
Sık Sorulan Sorular
Plastik parça tasarımında en sık yapılan hata nedir?
En sık yapılan hatalardan biri dengesiz et kalınlığıdır. Çok kalın bölgeler çökme izlerine, çok ince bölgeler ise kısa dolum ve zayıf mukavemet problemlerine neden olabilir.
Plastik parçada çıkış açısı neden önemlidir?
Çıkış açısı, parçanın kalıptan rahat çıkmasını sağlar. Yetersiz çıkış açısı yüzey sürtmesi, deformasyon, itici izi ve kalıptan çıkış problemlerine yol açabilir.
Feder tasarımı nasıl yapılmalıdır?
Federler ana et kalınlığına göre dengeli tasarlanmalıdır. Çok kalın federler çökme izi oluşturabilir, çok ince federler ise yeterli destek sağlamayabilir.
Plastik parçada keskin köşe neden sakıncalıdır?
Keskin köşeler gerilim yoğunlaşmasına, kırılma riskine ve plastik akış problemlerine neden olabilir. Uygun radyüsler kullanmak hem dayanımı hem de üretilebilirliği artırır.
Çekme payı tasarımda neden dikkate alınmalıdır?
Plastik malzemeler soğurken büzülür. Çekme payı doğru hesaplanmazsa parça istenen ölçüde çıkmayabilir ve montaj problemleri yaşanabilir.
Tasarım aşamasında hammadde seçimi neden önemlidir?
Her plastik malzemenin esneklik, dayanım, çekme oranı ve sıcaklık davranışı farklıdır. Bu nedenle ürün tasarımı seçilecek hammaddeye uygun yapılmalıdır.
Site Haritası
Anasayfa | Hakkımızda | Kabiliyetler | Hizmetler | Projeler | İnsan Kaynakları | İletişim
İLETİŞİM
Bülten
+90 212 485 41 41
info@grikalip.com.tr
© 2024. All rights reserved.