INFO@GRIKALIP.COM.TR - hEMEN İLETİSİME GEÇEREK PROJELERİNİZE TEKLİF ALın - INFO@GRIKALIP.COM.TR
Yüksek Adetli Üretim İçin Doğru Kalıp Tasarımı
Milyonlarca baskı yapacak kalıplarda yalnızca sağlamlık değil bakım kolaylığı ve çevrim optimizasyonu da büyük önem taşır.
6/29/20269 min oku
Yüksek Adetli Üretim İçin Doğru Kalıp Tasarımı
Meta Title: Yüksek Adetli Üretim İçin Doğru Kalıp Tasarımı | Gri Kalıp
Meta Description: Yüksek adetli plastik enjeksiyon üretiminde doğru kalıp tasarımı; kalıp ömrü, çevrim süresi, bakım kolaylığı ve üretim maliyeti açısından kritik öneme sahiptir.
URL Slug: yuksek-adetli-uretim-icin-dogru-kalip-tasarimi
Blog Kartı Kısa Açıklaması: Milyonlarca baskı yapacak plastik enjeksiyon kalıplarında yalnızca sağlamlık değil; bakım kolaylığı, çevrim optimizasyonu, dengeli dolum ve uzun ömürlü çalışma da büyük önem taşır.
Yüksek Adetli Üretimde Kalıp Tasarımı Neden Daha Kritik Hale Gelir?
Plastik enjeksiyon üretiminde düşük adetli bir proje ile yüksek adetli seri üretim projesi aynı mantıkla değerlendirilmemelidir. Birkaç bin adet üretim yapılacak bir kalıpta kabul edilebilir olan bazı çözümler, milyonlarca baskı yapılacak bir kalıpta ciddi maliyet ve kalite problemlerine yol açabilir.
Yüksek adetli üretimlerde kalıp tasarımı yalnızca parçanın formunu oluşturmak için yapılmaz. Kalıbın uzun süre stabil çalışması, çevrim süresinin düşük olması, bakımının kolay yapılabilmesi, aşınmaya dayanıklı olması ve her baskıda aynı kaliteyi verebilmesi hedeflenir.
Bu nedenle yüksek adetli üretim için kalıp tasarlanırken ilk yatırım maliyetinden daha geniş bir bakış açısıyla düşünmek gerekir. Kalıbın toplam ömrü, bakım aralıkları, üretim hızı, fire oranı, hammadde tüketimi ve makine verimliliği birlikte değerlendirilmelidir.
Doğru tasarlanmış bir kalıp, yüksek adetli üretimde uzun vadeli maliyet avantajı sağlar. Yanlış tasarlanmış bir kalıp ise üretim sırasında sürekli revizyon, bakım, duruş ve kalite problemi oluşturabilir.
1. Kalıp Ömrü En Baştan Planlanmalıdır
Yüksek adetli üretimde en önemli kriterlerden biri kalıp ömrüdür. Kalıbın kaç baskı yapacağı, hangi hammaddeyle çalışacağı ve hangi üretim temposunda kullanılacağı tasarım aşamasında net olarak değerlendirilmelidir.
Milyonlarca baskı yapması beklenen bir kalıpta çelik seçimi, ısıl işlem, yüzey işlemleri, kızak yapıları, insert tasarımı ve kalıp mekanizması daha dayanıklı olacak şekilde planlanmalıdır.
Kalıp ömrünü etkileyen başlıca faktörler şunlardır:
Kullanılan kalıp çeliği
Plastik hammaddenin aşındırıcı etkisi
Kalıp kapanma yüzeylerinin kalitesi
Kızak ve maça sistemlerinin dayanımı
Soğutma sisteminin verimliliği
Düzenli bakım yapılabilirliği
Enjeksiyon prosesinin stabil olması
Yüksek adetli üretimlerde zayıf tasarlanmış küçük bir kalıp detayı bile zamanla büyük problemlere dönüşebilir. Bu nedenle kalıp, yalnızca ilk deneme baskısına göre değil, uzun yıllar sürecek seri üretim performansına göre tasarlanmalıdır.
2. Doğru Çelik ve Malzeme Seçimi
Yüksek adetli üretim için kalıp tasarımında doğru çelik seçimi büyük önem taşır. Kalıbın sürekli açılıp kapanması, yüksek basınca maruz kalması ve plastik malzeme ile temas etmesi zamanla aşınmaya neden olabilir.
Standart plastik hammaddelerle çalışılan projelerde farklı çelik çözümleri yeterli olabilirken, cam elyaf katkılı veya aşındırıcı hammaddelerde daha dayanıklı çelikler ve özel yüzey işlemleri gerekebilir.
Özellikle ürün formunu veren bölgelerde, giriş noktalarında, kızaklarda, maçalarda ve ince detaylarda aşınma riski daha yüksektir. Bu bölgelerde daha dayanıklı çelikler veya değiştirilebilir insert yapıları tercih edilebilir.
Doğru çelik seçimi ilk yatırım maliyetini artırabilir; ancak yüksek adetli üretimde kalıp ömrünü uzattığı, bakım ihtiyacını azalttığı ve kalite sürekliliği sağladığı için uzun vadede avantaj yaratır.
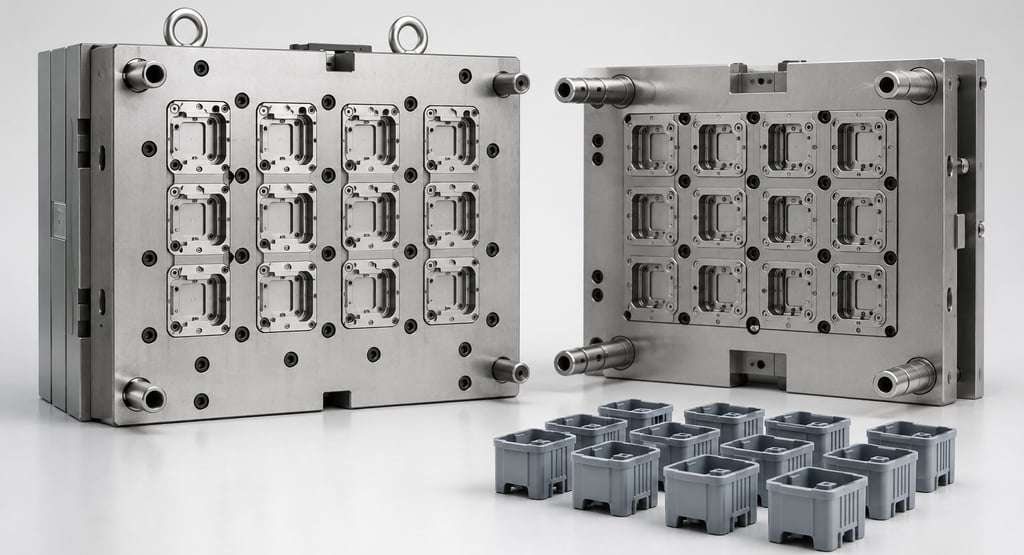
3. Çok Gözlü Kalıp Tasarımı
Yüksek adetli üretimlerde üretim kapasitesini artırmak için çok gözlü kalıp tasarımı tercih edilebilir. Çok gözlü kalıplar, her çevrimde birden fazla parça üretilmesini sağlar ve birim üretim maliyetini düşürür.
Ancak çok gözlü kalıp tasarımı, tek gözlü kalıba göre daha dikkatli mühendislik gerektirir. Her gözün aynı basınç, aynı sıcaklık ve aynı dolum şartlarında çalışması gerekir. Aksi halde gözler arasında parça ağırlığı, ölçü, yüzey kalitesi veya dolum farkı oluşabilir.
Çok gözlü kalıplarda dikkat edilmesi gereken temel konular şunlardır:
Dengeli yolluk tasarımı
Gözler arası eşit dolum
Dengeli soğutma
Eşit itici sistemi
Kalıp rijitliği
Bakım kolaylığı
Parça alma ve otomasyon uygunluğu
Yüksek adetli üretimde çok gözlü kalıp doğru tasarlanırsa ciddi kapasite avantajı sağlar. Ancak yanlış tasarlanırsa her çevrimde birden fazla hatalı parça üretme riski doğar.
4. Sıcak Yolluk veya Soğuk Yolluk Kararı
Yüksek adetli üretimlerde yolluk sistemi seçimi toplam maliyeti doğrudan etkiler. Soğuk yolluk sistemi ilk yatırım maliyeti açısından daha ekonomik olabilir; ancak her baskıda yolluk firesi oluşturur. Bu fire, yüksek adetli üretimlerde ciddi hammadde kaybına dönüşebilir.
Sıcak yolluk sistemi ise daha yüksek ilk yatırım gerektirir; fakat yolluk firesini azaltır, çevrim süresini kısaltabilir ve otomasyona daha uygun üretim sağlayabilir.
Bu nedenle yüksek adetli projelerde yolluk sistemi seçimi yapılırken yalnızca kalıp maliyetine değil, toplam üretim maliyetine bakılmalıdır.
Değerlendirilmesi gereken başlıca kriterler şunlardır:
Yıllık üretim adedi
Hammadde kilogram fiyatı
Yolluk fire ağırlığı
Parça ağırlığı
Göz sayısı
Çevrim süresi hedefi
Renk değişim sıklığı
Bakım ve arıza riski
Yüksek adetli ve pahalı hammaddeli üretimlerde sıcak yolluk sistemi çoğu zaman uzun vadede daha avantajlı olabilir.
5. Soğutma Tasarımı Çevrim Süresini Belirler
Plastik enjeksiyon üretiminde çevrim süresinin önemli bir bölümü soğutmaya ayrılır. Bu nedenle yüksek adetli üretimlerde soğutma tasarımı kritik bir konudur.
Kalıp içinde parçanın her bölgesi dengeli şekilde soğumalıdır. Dengesiz soğutma; eğilme, çarpılma, ölçü sapması, yüzey dalgalanması ve uzun çevrim süresi gibi problemlere yol açabilir.
Yüksek adetli üretimde çevrim süresindeki birkaç saniyelik iyileştirme bile toplam üretim kapasitesinde büyük fark yaratabilir. Örneğin her baskıda 3 saniye kazanmak, milyon adetlik üretimlerde ciddi zaman ve makine maliyeti avantajı sağlar.
Ancak soğutma süresi yalnızca kısaltılmamalı, aynı zamanda dengeli ve kontrollü hale getirilmelidir. Parça yeterince soğumadan kalıptan çıkarsa deformasyon veya ölçü değişimi yaşanabilir.
Bu nedenle doğru soğutma tasarımı, hem kalite hem de üretim verimliliği için temel şarttır.
6. Bakım Kolaylığı Tasarımın Bir Parçası Olmalıdır
Yüksek adetli üretimlerde kalıp bakımının kolay yapılabilmesi çok önemlidir. Kalıp ne kadar sağlam olursa olsun, uzun süreli üretimlerde temizlik, yağlama, parça değişimi ve mekanik kontrol ihtiyacı oluşur.
Bakım kolaylığı düşünülmeden tasarlanan kalıplarda küçük bir müdahale için bile kalıbın tamamen sökülmesi gerekebilir. Bu durum üretim duruşlarını uzatır ve maliyeti artırır.
Bu nedenle yüksek adetli kalıplarda aşınmaya maruz kalan bölgeler mümkün olduğunca değiştirilebilir insert yapısıyla tasarlanmalıdır. Kızaklar, maçalar, itici pimler, yolluk bölgeleri ve kritik yüzeyler bakım sırasında kolay erişilebilir olmalıdır.
Bakımı kolay kalıp, uzun vadede daha düşük duruş süresi, daha hızlı müdahale ve daha stabil üretim anlamına gelir.
7. İtici Sistemi Doğru Planlanmalıdır
Yüksek adetli üretimde itici sistemi, kalıbın en yoğun çalışan mekanizmalarından biridir. Her çevrimde parça kalıptan itilir ve bu hareket milyonlarca kez tekrarlanır.
Yetersiz veya yanlış konumlandırılmış itici pimler parçada iz, deformasyon, eğilme veya kırılma oluşturabilir. Aynı zamanda itici sistemi zorlanırsa kalıp mekanizmasında aşınma ve arıza riski artar.
İtici sistemi tasarlanırken parçanın geometrisi, et kalınlığı, kalıptan çıkış direnci ve görsel yüzey beklentisi dikkate alınmalıdır. İtici izlerinin kritik görsel yüzeylerde olmamasına dikkat edilmelidir.
Yüksek adetli üretimde itici sistemin güçlü, dengeli ve kolay bakım yapılabilir şekilde tasarlanması gerekir.
8. Kalıp Rijitliği ve Kapanma Yüzeyleri
Yüksek adetli üretimde kalıp, sürekli yüksek kilitleme kuvvetine ve enjeksiyon basıncına maruz kalır. Bu nedenle kalıp gövdesinin rijitliği ve kapanma yüzeylerinin dayanımı önemlidir.
Yetersiz rijitlik, zamanla kalıp yüzeylerinde deformasyon veya çapak problemlerine neden olabilir. Özellikle geniş yüzeyli veya çok gözlü kalıplarda kalıp plakalarının yeterli dayanımda olması gerekir.
Kapanma yüzeyleri doğru tasarlanmalı ve aşınmaya karşı korunmalıdır. Çünkü kapanma yüzeylerinde oluşan küçük bir deformasyon bile seri üretimde sürekli çapak oluşmasına yol açabilir.
Bu nedenle yüksek adetli kalıplarda kalıp seti, destek plakaları, kolon-burç sistemi ve kapanma yüzeyleri uzun ömürlü üretime uygun şekilde planlanmalıdır.
9. Otomasyon Uygunluğu
Yüksek adetli üretimlerde otomasyon kullanımı üretim verimliliğini artırabilir. Robotla parça alma, konveyör sistemleri, otomatik ayırma, kalite kontrol ekipmanları veya paketleme çözümleri üretim sürecini daha kontrollü hale getirebilir.
Ancak otomasyonun verimli çalışabilmesi için kalıp tasarımının da buna uygun olması gerekir. Parçanın kalıptan çıkış yönü, tutma noktaları, yolluk ayırma şekli, parça düşme alanı ve çevrim süresi otomasyonla uyumlu planlanmalıdır.
Otomasyon düşünülmeden tasarlanmış bir kalıp, seri üretimde manuel müdahaleye ihtiyaç duyabilir. Bu da işçilik maliyetini artırır ve kalite değişkenliği yaratabilir.
10. Standartlaştırılmış Proses ve Tekrarlanabilir Kalite
Yüksek adetli üretimde amaç yalnızca hızlı üretim yapmak değildir. Aynı zamanda her baskıda aynı kaliteyi elde etmek gerekir. Bu nedenle kalıp tasarımı, prosesin stabil ve tekrarlanabilir olmasını desteklemelidir.
Dengeli dolum, dengeli soğutma, doğru itici sistemi, uygun yolluk yapısı ve iyi hava tahliyesi, proses stabilitesini artırır.
Kaliteli bir yüksek adetli üretim kalıbı şu özellikleri sağlamalıdır:
Her çevrimde aynı parça kalitesi
Düşük fire oranı
Stabil çevrim süresi
Kolay bakım
Uzun kalıp ömrü
Düşük duruş süresi
İzlenebilir üretim performansı
Bu kriterler, yüksek adetli üretimde toplam maliyetin kontrol altında tutulmasını sağlar.
Gri Kalıp’ın Yüksek Adetli Üretim Kalıplarına Yaklaşımı
Gri Kalıp ve Plastik A.Ş. olarak yüksek adetli plastik enjeksiyon projelerinde kalıp tasarımını yalnızca ilk üretim başarısına göre değil, uzun vadeli seri üretim performansına göre değerlendiriyoruz.
Ürün geometrisi, hammadde türü, üretim adedi, göz sayısı, çevrim süresi hedefi, bakım ihtiyacı ve kalite beklentisi birlikte analiz edilir. Kalıp tasarımında dayanıklılık, bakım kolaylığı, dengeli soğutma ve proses stabilitesi ön planda tutulur.
Yüksek adetli üretimlerde doğru kalıp tasarımı; daha düşük birim maliyet, daha güvenilir teslimat, daha az fire ve daha sürdürülebilir kalite anlamına gelir.
Sonuç
Yüksek adetli üretim için doğru kalıp tasarımı, plastik enjeksiyon projelerinde uzun vadeli başarıyı belirleyen en önemli faktörlerden biridir. Milyonlarca baskı yapacak kalıplarda yalnızca sağlamlık değil; bakım kolaylığı, çevrim optimizasyonu, doğru çelik seçimi, dengeli soğutma, çok gözlü kalıp dengesi ve otomasyon uygunluğu da büyük önem taşır.
İlk yatırım maliyetini düşürmek için yapılan yanlış tasarım tercihleri, seri üretimde daha yüksek maliyetlere neden olabilir. Buna karşılık doğru tasarlanmış bir kalıp, uzun yıllar boyunca stabil üretim, düşük fire ve güvenilir kalite sağlar.
Başarılı yüksek adetli üretim, doğru ürün tasarımı, doğru kalıp tasarımı ve kontrollü üretim sürecinin birlikte yönetilmesiyle mümkündür.
Sık Sorulan Sorular
Yüksek adetli üretim için kalıp tasarımında en önemli kriter nedir?
En önemli kriterler kalıp ömrü, çevrim süresi, bakım kolaylığı, dengeli dolum, doğru soğutma ve proses stabilitesidir. Bu kriterler birlikte değerlendirilmelidir.
Çok gözlü kalıp yüksek adetli üretimde avantaj sağlar mı?
Evet. Çok gözlü kalıplar her çevrimde birden fazla parça üreterek üretim kapasitesini artırır ve birim maliyeti düşürebilir. Ancak dengeli dolum ve soğutma tasarımı doğru yapılmalıdır.
Sıcak yolluk yüksek adetli üretimde gerekli midir?
Her zaman gerekli değildir; ancak yüksek adetli, çok gözlü veya pahalı hammadde kullanılan üretimlerde sıcak yolluk sistemi malzeme tasarrufu ve çevrim süresi açısından avantaj sağlayabilir.
Kalıp bakım kolaylığı neden önemlidir?
Yüksek adetli üretimde kalıplar uzun süre çalışır ve düzenli bakıma ihtiyaç duyar. Bakımı kolay kalıplar üretim duruşlarını azaltır ve uzun vadeli maliyeti düşürür.
Çevrim süresi yüksek adetli üretimde neden kritiktir?
Çevrim süresindeki birkaç saniyelik iyileştirme bile milyon adetlik üretimlerde ciddi zaman ve maliyet avantajı sağlar. Bu nedenle soğutma, yolluk ve itici sistemi çevrim süresine göre optimize edilmelidir.
Yüksek adetli üretim kalıplarında hangi bölgeler daha çok aşınır?
Giriş noktaları, yolluk bölgeleri, kızaklar, maçalar, itici pimler, kapanma yüzeyleri ve cam elyaf katkılı malzemeyle temas eden akış bölgeleri daha fazla aşınma riski taşır.
Site Haritası
Anasayfa | Hakkımızda | Kabiliyetler | Hizmetler | Projeler | İnsan Kaynakları | İletişim
İLETİŞİM
Bülten
+90 212 485 41 41
info@grikalip.com.tr
© 2024. All rights reserved.